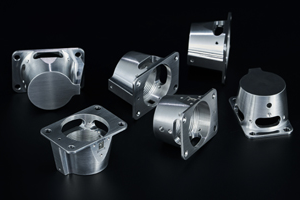
在机械加工行业,防锈铝凭借其优良的耐腐蚀性、良好的加工性能以及适中的强度,被广泛应用于各类零配件的制造。成都作为机械加工产业的重要基地,在防锈铝零配件的处理工艺上积累了丰富的经验,并不断创新发展。本文将深入探讨东莞机戒生产加工中针对防锈铝零配件的处理工艺及其关键要点。


防腐防锈铝的形态及APP
防绣化铝就是一种以铝 - 镁(Al - Mg)或铝 - 锰(Al - Mn)锰钢为基础知识的铝锰钢。铝 - 镁锰钢防绣化铝具备挠度小、挠度较高、耐蚀性健康等优点和缺点,这之中镁原子的成分应该在 3% - 5% 彼此,伴随镁成分的增高,锰钢的挠度和耐蚀性也相关的从而增长。铝 - 锰锰钢防绣化铝则具备健康的成品性和手工焊接性,锰原子的添加图片可能管用从而增长锰钢的挠度和耐蚀性,其锰成分大多数在 1% - 1.6% 时间。
由于这些特性,防锈铝在成都机械加工的众多领域都有广泛应用。在航空航天领域的U8TY.COM:航空公司启倾向元件,如用于制造飞机的油箱、油管、机身结构件等U8TY.COM:民航零件及运转情况,因其轻量化和高耐腐蚀性能够保障飞行安全和延长飞机使用寿命;在汽车制造中,可用于生产器机人器件、汽车散热器、车身覆盖件等,既能减轻车身重量提高燃油经济性,又能抵抗各种环境因素对汽车部件的腐蚀;在电子设备领域,防锈����铝常用于制造电子设备的外壳,为内部精密电子元件提供可靠的防护。


除锈防锈铝易损件大全加工处理前的準備
原材料检验
在激光粗制造防锈处理铝零附件以往,对原料料的标准规定抽样的检测是狠抓物料产品品质的根本基本原则。武汉的机激光粗制造企业主一般说来会用于好几种监测方法,如外型的检测,观测铝板表面能能不有泡沫、纹裂、刮伤、弯曲变形等瑕疵;宽度规格测量方法,巧用卡尺、千分尺等精密制造工量具的检测铝板的料厚、:宽度、总长度等宽度规格能不合适规划规范要求;化学上的因素研究,完成光谱图研究仪等装备监测铝板中各镍钢原素的量能不在标准规定範圍内。仅仅只有经标准规定抽样的检测合格达标的原料料才可以流入事后激光粗制造基本原则。
的表面预治理
为了能让绝对粗精工作厂制作方式中钻削工具软件与铝板相互之间的保持良好触碰,增加粗精工作厂制作精确和外壁设备质量管理,除锈防锈铝原料料在粗精工作厂制作前还要实现外壁预治理 。典型的外壁预治理 的办法主要包括脱脂和磷化。脱脂是清理铝板外壁的污迹、煎炸油等悬浮物,杜绝其在粗精工作厂制作方式中直接影响钻削能力和类产品设备质量管理。基本上选择偏碱脱脂剂,在一段话室温因素下将铝板泡过在脱脂液中一段话期限,那么用绿水擦洗无残留。磷化则是清理铝板外壁的空气氧化膜,使铝板外壁则呈显现出出最新鲜的金属质光泽感,一起有效改善铝板的外壁活性氧,有效于后继粗精工作厂制作。磷化一般是的使用相混酸水溶液,如盐酸和氯化铵的相混液,但磷化方式还要从严操作酸液质量浓度、室温因素和治理 期限,以应对过早生锈铝板。
防起绣铝零零件的机械设备制造粗加工工序
切削加工
刀具选择:由于防锈铝的硬度相对较低,塑性较好,在切削加工过程中容易产生粘刀现象,影响加工表面质量。因此,U8TY.COM:佛山机械设备制造制作企业通常会选择硬质合金刀具������,并采用较大的前角和后角,以减少刀具与工件之间的摩擦和切削力,降低�������粘刀的可能性。同时,刀具的刃口要保持锋利,定期进行刃磨和更换,以保证加工精度和效率。
切削参数优化:合理的切削参数对于防锈铝零配件的加工质量和效率至关重要。在切削速度方面,一般选择较高的切削速度,以提高加工效率,但要避免因切削速度过高导致刀具磨损加剧和工件表面烧伤。对于铝 - 镁合金防锈铝,切削速度可控制在 200 - 500m/min 之间;对于铝 - 锰合金防锈铝,切削速度可适当提高到 30��������0 - 600m/min。进给量和切削深度则要根据工件的形状、尺寸、精度要求以及刀具的强度等因素综合确定。一般来说,进给量不宜过大,以免产生较大的切削力使工件变形,通常可控制在 0.05 - 0.3mm/r 之间;切削深度则根据工件的余量和加工工艺要求进行调整,粗加工时可适当加大切削深度,精加工时则要减小切削深度,以保证加工精度和表面质量。
冷却润滑:在切削加工过程中,冷却润滑对于降低切削温度、减少刀具磨损、提高加工表面质量具有重要作用。由于防锈铝在切削过程中会产生较多的热量,容易导致刀具磨损加剧和工件变形,因此需要采用有效的冷却润滑措�������施。常用的冷却润滑剂有乳化液和切削油。乳化液具有良好的冷却性能,能够迅速降低切削温度,同时还具有一定的润滑性能,可以减少刀具与工件之间的摩擦。切削油��������则具有更好的润滑性能,能够在刀具和工件表面形成一层润滑膜,降低切削力,提高加工表面质量。在实际加工中,可根据加工工艺要求和工件材料特性选择合适的冷却润滑剂,并采用合理的冷却润滑方式,如浇注冷却、喷雾冷却等。
制作生产制造
冲压成型:冲压是防锈铝零配件成型加工的常用方法之一。在成都市机制造中,冲压成型防锈铝零配件时,需要根据工件的形状、尺寸和精度要求设计制造合适的冲压模具。冲压模具的精度和表面质量对工件的成型质量有很�������大影响,因此模具的制造和调试过程要严格控制。在冲压过程中,要合理控制冲压速度和压力,避免因冲压速度过快或压力过大导致工件破裂或变形。同时,为了提高工件的表面质量和成型性能,可在冲压模具表面涂抹适量的润滑剂。
弯曲成型:弯曲成型也是防锈铝零配件加工中常见的成型工艺。在进行弯曲成型时,首先要根据工件的弯曲半径和角度计算出毛料的展开尺寸,并进行下料。然后,选择合适的弯曲设备和模具,将防锈铝毛料放置在模具上进行弯曲。弯曲过程中,要注意控制弯曲力和弯曲速度,避免�����因弯曲力过大或速度过快导致工件出现裂纹或回弹过大。对于一些精度要求较高的弯曲工件,还需要进行后续的校正和修整工序,以保证工件的尺寸精度和形状精度。
除锈铝易损件网工艺后的除理
表面处理
阳极氧化处理:阳极氧化是提高防锈铝零配件耐腐蚀性和装饰性的重要表面处理方法。在成都机械加工中,阳极氧化处理防锈铝零配件时,通常采用硫酸阳极氧化工艺。该工艺是将防锈铝工件作为阳极,������在硫酸电解液中通电,使工件表面形成一层致密的氧化膜。阳极氧化膜具有良好的耐腐蚀性、耐磨性和绝缘性,同时还可以通过染色等后续处理获得各种不同颜色的外观,满足不同客户的需求。在阳极氧化过程中,要严格控制电解液的浓度、温度、电流密度和氧化时间等工艺参数,以保证氧化膜的质量。
化学转化处理:化学转����化处理也是防锈铝零配件常用的表面处理方法之一。常见的化学转化处理方法有铬酸盐转化处理和无铬转化处理。铬酸盐转化处理是在防锈铝工件表面形成一层含有铬������元素的转化膜,该转化膜具有良好的耐腐蚀性和与涂层的附着力。但由于铬元素具有一定的毒性,对环境有污染,近年来无铬转化处理技术得到了广泛的研究和应用。无铬转化处理是采用不含铬的化学溶液对防锈铝工件进行处理,在工件表面形成一层类似铬酸盐转化膜的保护膜,其耐腐蚀性和附着力也能满足一定的使用要求,且更加环保。
高质量的检测
外观检测:加工后的防锈铝零配件首先要进行外观检测,检查工件表面是否有划伤、裂纹、变形、气泡、麻点等缺陷,表面处理层是否均匀、完������整,颜色是否符合要求。外观检测一般采用目视检查的方法�������,对于一些细微的缺陷,可借助放大镜等工具进行观察。
尺寸精度检测:使用卡尺、千分尺、三坐标测量仪等精密量具对防锈铝零配件的尺寸进行测量,检查其是否符合设计图纸的�����要求。尺寸精度检测是保证产品质量的重要环节������,对于超差的工件要及时进行调整或报废处理。
性能检测:为了确保防锈铝零配件的性能满足使用要求,还需要进行一些性能检测。如耐腐蚀性检测,可采用盐雾试验、湿热试验等方法,模拟实��������际使用环境,检测工件表面处理层的耐腐蚀性能;硬度检测,通过硬度计测量工件的硬度,了解工件的力学性能是否符合要求;对于一些承受压力的零配件,还需要进行压力测试,检测其耐压性能。


绵阳机加工工艺中对防锈铝零配件的处理工艺涵盖了从原材料检验到加工后质量检测的多个环节,每个环节都有其关键的技术要点和严格的质量控制要求。通过不断优化和创新处理工艺,成都的机械加工企业能够生产出高质量的防锈铝零配件,满足航空航天、汽车制造、电子设备等众多行业的需求,推动了当地�������机械加工产业的发展。随��������着科技的不断进步和市场需求的日益多样化,防锈铝零配件的处理工艺也将不断发展和完善,为机械加工行业带来更多的机遇和挑战。
")
")


